Simulation can optimize key performance objectives, including:
Improving Jobs Per Hour (JPH)
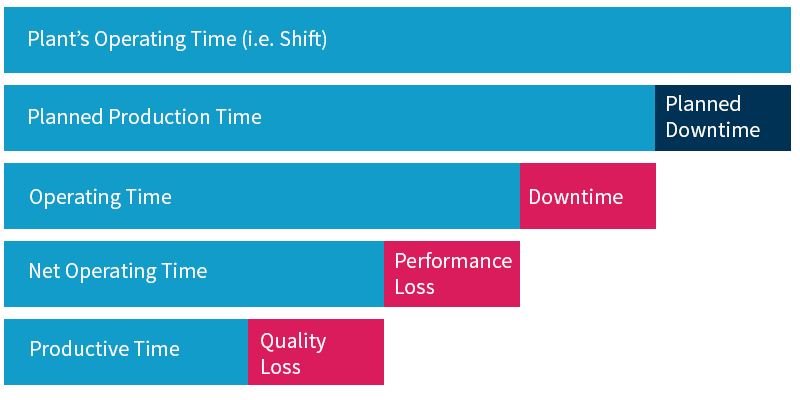
The overall throughput of a bodyshop is usually measured by the average vehicles produces per hour; often referred to as “Net Jobs per Hour” (Net JPH).
Achieving optimum throughput is essential for manufacturers as overproduction wastes resources and jeopardizes budgets, while not meeting with customer demand impacts on earnings and market share.
SIMUL8's simulation software is an essential tool for testing and proving manufacturing line output to meet projected production targets within budget and achieve target revenue.